排出する粉塵、
設置スペースに適した
【製造現場別】
おすすめ集塵機3選

集塵機の「差圧異常」を徹底解説
集塵機の差圧は、装置の健康状態を示す重要な指標です。異常の早期発見や適切なメンテナンスで、集塵効率を維持しつつ設備の寿命を延ばすことができます。この記事では、差圧異常の原因やリスク、日常管理のポイントを詳しく解説します。
なぜ集塵機の差圧管理が重要なのか?
集塵機における「差圧」は、フィルター前後の空気圧力差を表す重要指標であり、いわば集塵機の「健康診断書」です。
差圧の適正範囲を維持することで、フィルターバッグの詰まり(差圧が高い場合)、逆に破損やリーク(差圧が低い場合)を早期に検知できます。
また、差圧が高すぎると空気の流れが妨げられ、送風ファンや清掃システムに余計な負荷がかかり、エネルギーコストの増大・メンテナンス頻度の上昇・装置寿命の低下につながるので、差圧管理は集塵効率・運転コスト・安全性を守る上で不可欠です。
正常な差圧の目安
集塵機の差圧は、一般的に1000~2000Pa程度が交換や清掃の目安とされています。
ただし、この値はフィルターの種類や装置構造、使用環境によって異なるため、あくまで参考値と考えるべきです。より重要なことは、導入時やフィルター交換直後など「正常運転時の初期差圧」を基準に、自社の運転条件に合わせた異常ラインを設定することです。
メーカーが示す推奨値をもとに、差圧の上昇・下降傾向を日常的に記録・分析することで、詰まりやリークなどの異常を早期に検知でき、安定した集塵性能と設備寿命の延長につながります。
差圧の異常とは?2つのケースとその危険性
ケース1:差圧が「高すぎる」異常の原因とリスク
差圧が高すぎる状態は、集塵機内部で空気の流れが妨げられていることを示します。
主な原因としては、フィルターの目詰まりや汚れの蓄積、湿気によるフィルターの膨張、パルスジェット圧力不足によるフィルター自動清掃機能の低下などです。集塵効率が低下し、空気の通過抵抗が増大します。放置すると、送風ファンやブロワーに過剰な負荷がかかり、電力消費の増加や装置の摩耗・故障リスクが高まります。
また、風量の低下により作業環境や生産ラインへの影響も避けられません。そのため、差圧の異常上昇を早期に検知し、清掃・交換・パルス圧の調整など適切な対策を講じることが不可欠です。定期的な差圧モニタリングは、安全性と効率性を維持する上で欠かせません。
ケース2:差圧が「急激に低い」異常の原因とリスク
差圧が通常より急激に低くなった場合、集塵機のろ過機能に異常が発生している可能性があります。
主な原因は、フィルターの破損・破れや、フィルターと筒部を密着させるガスケットの劣化・脱落・取り付け不良などです。粉塵を含んだ空気がフィルターを通過せずにバイパスし、ろ過されないまま外部へ漏れ出す危険があります。放置すれば、作業環境が悪化し、周囲の機器や製品に粉塵が付着するほか、作業員の健康被害や近隣環境への影響にもつながります。
また、排ガス中の粉塵濃度が法令基準を超えることで、環境基準違反や行政指導・罰則の対象となる恐れもあります。差圧の急低下を確認した場合は、ただちに運転を停止し、フィルターやシール部の点検・交換を実施することが不可欠です。
差圧異常が発生した際のチェックリストと対策
差圧上昇(高圧)時のチェックポイントと応急処置
差圧が高すぎる場合は、まずパルスジェット圧力や圧縮空気の状態(水分や油分の混入)を確認します。圧力不足や空気品質の低下は、フィルター清掃効果の低下につながり、差圧上昇の原因となります。
また、ホッパー内に粉塵が過剰に蓄積していないこともチェックが必要です。応急処置としては、パルス圧を適正値に調整したり、必要に応じて逆洗や手動清掃を実施してフィルター表面の粉塵を除去したりします。風量の回復と送風機・装置への負荷が軽減でき、運転の安定性を早期に取り戻すことができます。
差圧低下(低圧)時のチェックポイントと対策
差圧が低すぎる場合は、まずフィルターを目視点検し、破れやズレを確認します。
また、フィルターと筒体を密着させるガスケットの劣化や取り付け不良もチェックが必要です。異常が確認された場合は、破損したフィルターや劣化したガスケットを交換します。
交換の判断基準としては、差圧の急激な低下や目視での損傷が判断材料となります。信頼性と集塵効率を維持するためには、全フィルターを同時に交換しましょう。部分的な交換による性能低下や差圧ムラのリスクを防ぐことができます。
異常を予防するための日常管理の徹底
差圧異常を未然に防ぐためには、日常的な管理が欠かせません。まず、差圧値を定期的に記録し、時間経過による上昇・下降の傾向を把握することで、フィルターの目詰まりや破損の兆候を早期に検知できます。
また、メーカーが定めるメンテナンスサイクルを遵守することは基本ですが、粉塵の種類や湿度・粒度などのダスト特性に応じて、清掃間隔やフィルター交換時期を調整することも重要です。集塵効率の維持と設備寿命の延長、運転コストの抑制につながります。
集塵機の差圧の異常は設備の健康信号
集塵機の差圧異常は、装置の状態や運転の問題を示す重要なサインです。日常的な差圧管理と適切なメンテナンスは、安定運転と設備寿命の延長につながるので、しっかり行いましょう。
また、自社の粉塵特性や作業環境に合った集塵機を選定することが重要です。不適切な機器の使用は過負荷や故障の原因となります。より適切な装置を導入すれば、集塵効率を維持しつつ作業環境の衛生向上や機械の長寿命化に直結します。
以下のページでは、排出する粉塵、設置スペースに適した【製造現場別】おすすめの集塵機を紹介しています。集塵機選びの参考にしてください。
【PR】「差圧異常」の兆候を見える化。
集塵機の予知保全をタッチパネルで実現
集塵機の予知保全をタッチパネルで実現
「差圧異常」の根本原因であるフィルターの目詰まりや吸引力の低下。
これらの「兆候」を、人の目視チェックだけでなく、機械がリアルタイムで検知・通知してくれたら…と思ったことはありませんか?
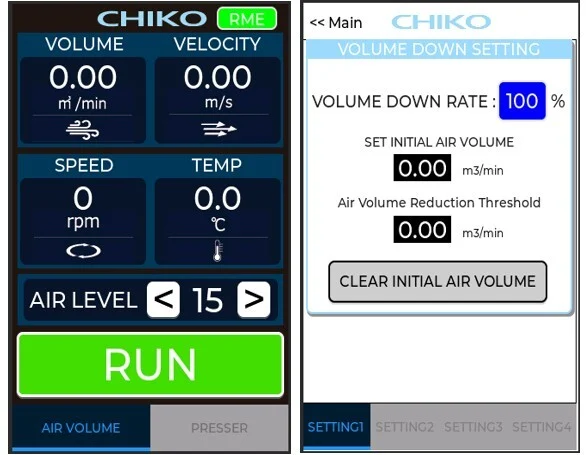
チコーエアーテックの新しい「予知保全タッチパネル(TP1パネル)」は、集塵機の安定稼働をサポートする新機能です。
チコーエアーテック製「タッチパネル(TP1)」
引用元HP:チコーエアーテック株式会社公式HP
https://biz.chiko-airtec.jp/new_products
https://biz.chiko-airtec.jp/new_products
タッチパネル(TP1)が解決する課題
- 風速・風量をリアルタイムで監視し、実際の吸引力を「見える化」
- 吸引能力が低下(目詰まりの兆候)すると自動でアラート通知
- 配管抵抗(圧損)の影響も把握でき、圧力低下の要因特定をサポート
タッチパネル(TP1)の特徴
- 簡単な初期風量登録
設置時の初期設定が誰でもスムーズに完了。専門知識がなくても短時間で最適な基準値を登録でき、立ち上げ時のストレスを軽減します。 - より正確な風速・風量表示のための配管径の登録
実際の配管径を入力するだけで、計測誤差を低減。現場ごとの吸引状態を正確に把握でき、点検や清掃判断がより確実になります。 - 任意の風量低下率(1~99%)で目詰まり通知
フィルターの劣化や詰まりを自動検知し、設定値に達すると即アラート。早期対応で故障や生産ロスを防ぎ、安定稼働を維持できます。
チコーエアーテック製
「タッチパネル(TP1)」の
シンプルな操作方法を公式HPで見てみる
チコーエアーテックの企業情報
| 企業名 | チコーエアーテック株式会社 |
|---|---|
| 所在地 | 大阪府箕面市白島2-27-24 |
| 公式HP | https://chiko-airtec.jp/ |
集塵機には様々な特性をもった製品があります。実際に集塵機を導入する際には、用途や環境に応じて適切なものを選ぶことが重要です。ここでは、排出する粉塵や設置スペースに適した製造現場に合わせたおすすめの集塵機を3つご紹介します。
レーザーマーカーのヒュームを除去
電子機械製造業へ導入
CBAシリーズ
(メーカー:チコーエアーテック)
(メーカー:チコーエアーテック)

引用元:チコーエアーテック
https://biz.chiko-airtec.jp/lineup/
特徴
- 特殊なフィルタを搭載することで、粘着性の高いヒュームを効率的に吸引できるように設計。
- 集塵機の状況が確認できるAT3パネルを搭載。各種圧力やブロア温度、回転数などを確認。
連続稼働で塗装面の異物吸着を防ぐ
自動車産業へ導入
ジェットパルス式(PDC型)
(メーカー:新東工機製作所)
(メーカー:新東工機製作所)

引用元:新東工機製作所
https://kshinto.co.jp/product/dust/
特徴
- 微細な塗料ミストや粉塵を効率的に捕集するジェットパルス式集塵機。
- 自動清掃機能により、フィルターの目詰まりを防ぎ、長時間の連続運転が可能。
反応工程で発生する有害ガスを除去
洗剤・洗浄剤製造業へ導入
化学系ガス処理装置
(メーカー:集塵装置株式会社)
(メーカー:集塵装置株式会社)

引用元:集塵装置株式会社
https://www.ducoll.co.jp/product/factory/
特徴
- 有害ガスの性状に合わせて洗浄式や吸着式、直燃式、触媒酸化式から適切な装置を選定。
- 他社メーカーが断るような困難な課題でも、満足できるサービスを提供するよう尽力。
